Grafitová elektróda UHP 550 mm

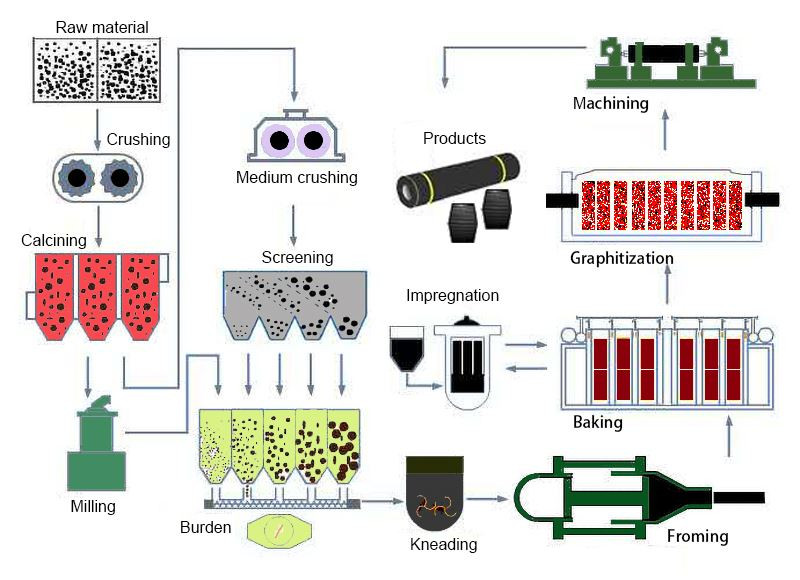
Grafitizácia je veľmi dôležitou etapou výroby UHP grafitových elektród. Vzťahuje sa na proces vysokoteplotného tepelného spracovania uhlíkových produktov nad 2300 ℃ vo vysokoteplotnej elektrickej peci na premenu uhlíka s amorfnou chaotickou vrstvou na trojrozmernú usporiadanú štruktúru grafitových kryštálov.
Aká je funkcia grafitizácie?
* Zlepšite elektrickú a tepelnú vodivosť
*Zlepšiť odolnosť proti tepelným šokom a chemickú stabilitu (koeficient lineárnej rozťažnosti sa zníži o 50-80%);
* Zabezpečte, aby uhlíkový materiál bol odolný voči mazaniu a opotrebovaniu;
*Uvoľnite nečistoty a zlepšite čistotu uhlíkového materiálu (obsah popola v produkte sa zníži z 0,5 % na približne 0,3 %).
| Porovnanie technickej špecifikácie pre UHP grafitovú elektródu 22" | ||
| elektróda | ||
| Položka | Jednotka | Špecifikácia dodávateľa |
| Typické vlastnosti Pole | ||
| Nominálny priemer | mm | 550 |
| Maximálny priemer | mm | 562 |
| Min. priemer | mm | 556 |
| Nominálna dĺžka | mm | 1800-2400 |
| Maximálna dĺžka | mm | 1900-2500 |
| Min. dĺžka | mm | 1700-2300 |
| Objemová hustota | g/cm3 | 1,68-1,72 |
| priečna pevnosť | MPa | ≥12,0 |
| Young' Modulus | GPa | ≤13,0 |
| Špecifický odpor | µΩm | 4,5-5,6 |
| Maximálna hustota prúdu | KA/cm2 | 18-27 |
| Aktuálna nosnosť | A | 45000-65000 |
| (CTE) | 10-6 ℃ | ≤1,2 |
| obsah popola | % | ≤0,2 |
| Typické vlastnosti bradavky (4TPI) | ||
| Objemová hustota | g/cm3 | 1,78-1,84 |
| priečna pevnosť | MPa | ≥22,0 |
| Young' Modulus | GPa | ≤18,0 |
| Špecifický odpor | µΩm | 3.4 až 3.8 |
| (CTE) | 10-6 ℃ | ≤1,0 |
| obsah popola | % | ≤0,2 |