RP 400 Bežná výkonová grafitová elektróda
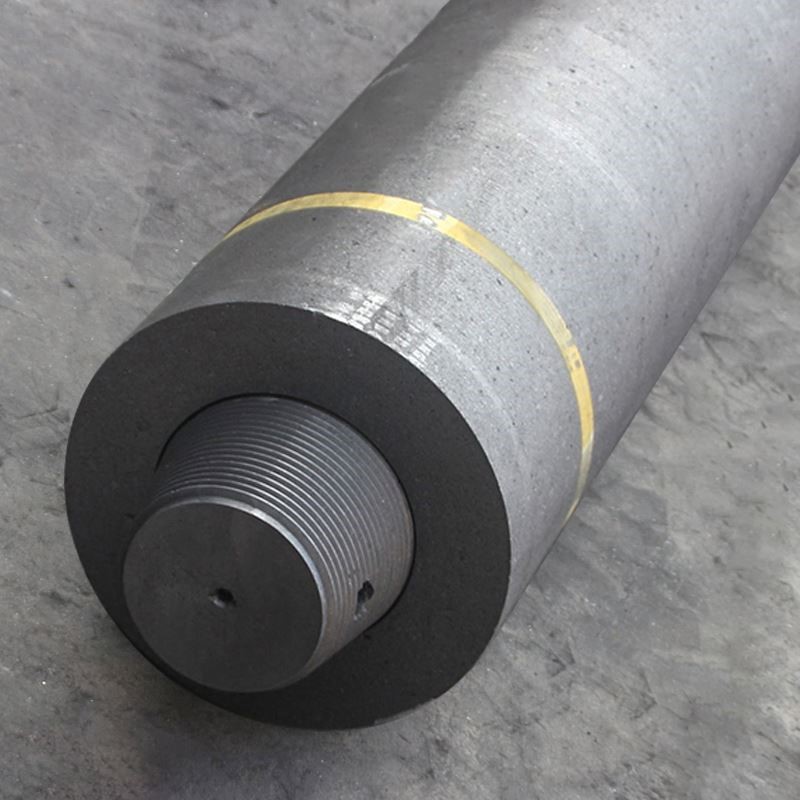
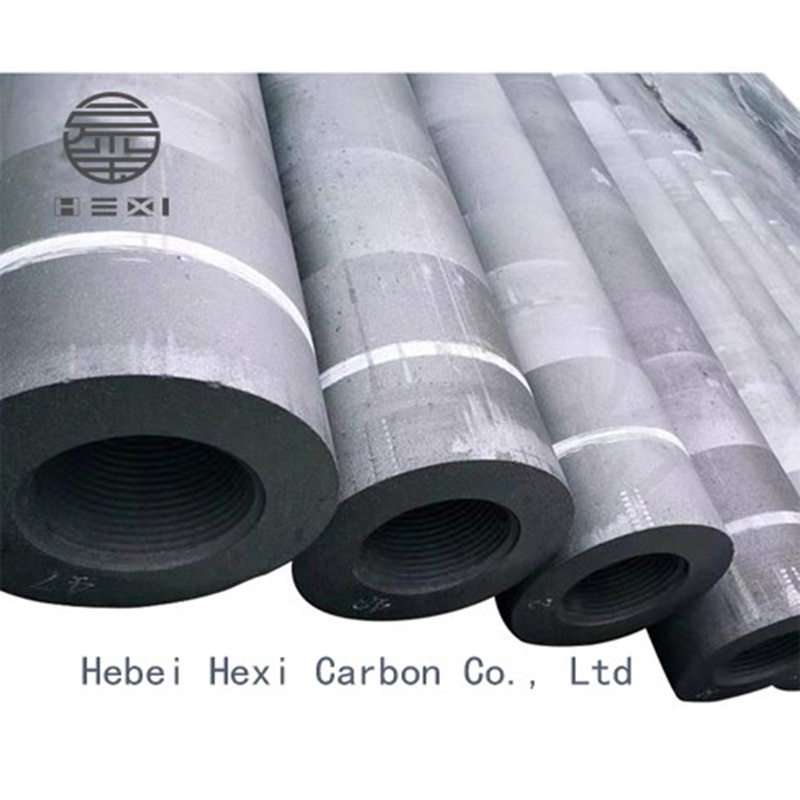

RP 400 mm grafitová elektróda
Pre materiály s rovnakou priemernou veľkosťou častíc je pevnosť a tvrdosť materiálov s nízkym merným odporom tiež o niečo nižšia ako u materiálov s vysokým merným odporom.


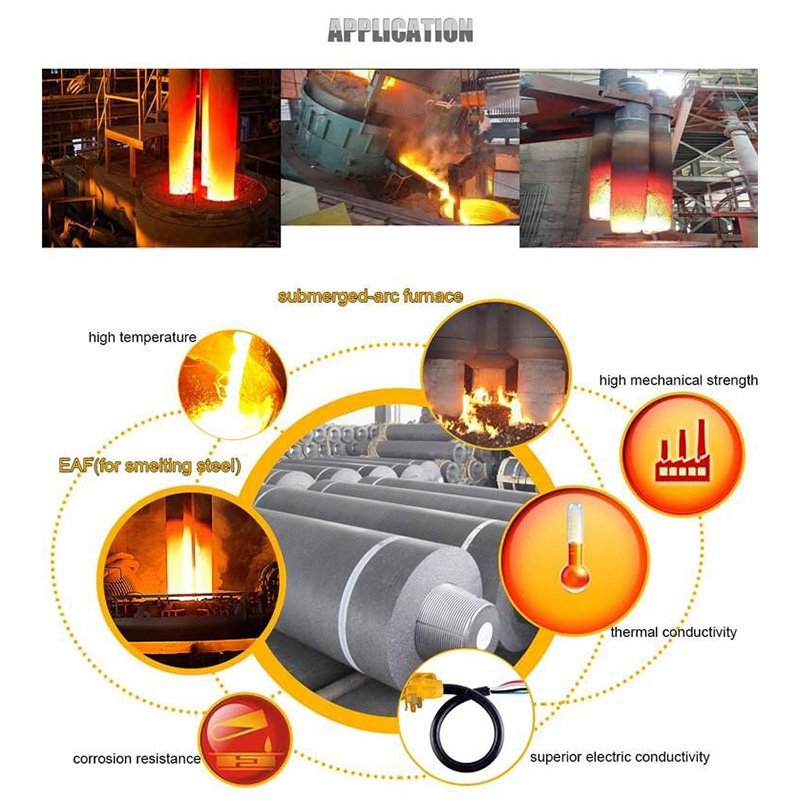
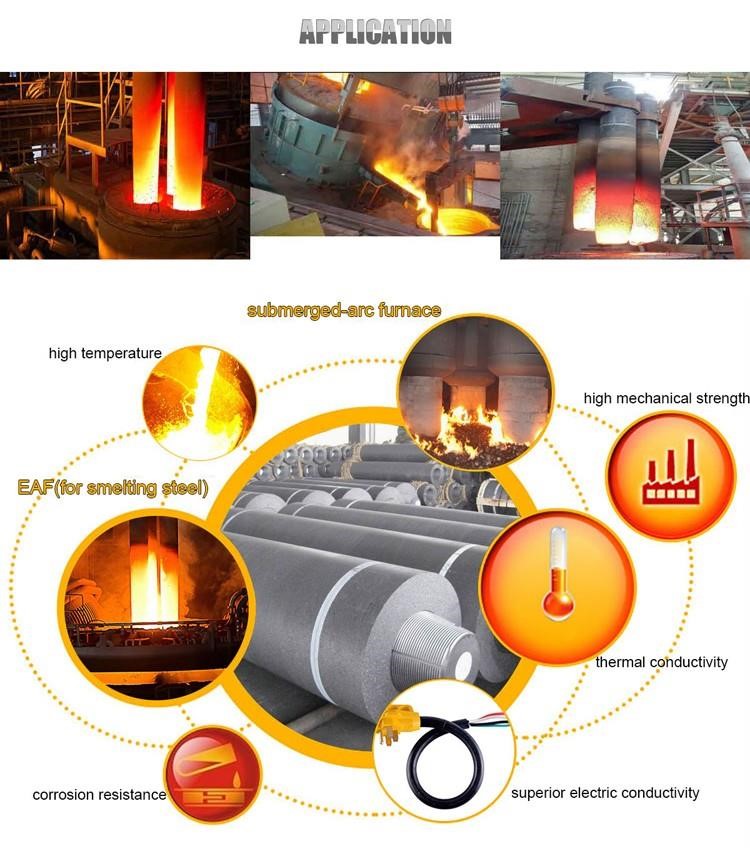
Pre materiály s rovnakou priemernou veľkosťou častíc je pevnosť a tvrdosť materiálov s nízkym merným odporom tiež o niečo nižšia ako u materiálov s vysokým merným odporom. To znamená, že rýchlosť vybíjania, straty sa budú líšiť. Preto je prirodzený merný odpor materiálov grafitovej elektródy v praktických aplikáciách veľmi dôležitý pri výbere materiálu. Výber materiálu elektród priamo súvisí s účinkom výboja. Do značnej miery je vhodný výber materiálu, ktorý určuje rýchlosť vybíjania, presnosť obrábania a drsnosť povrchu. Vzhľadom na rôzne požiadavky na kvalitu bežnej výkonovej, vysokovýkonnej a ultravysokovýkonnej grafitovej elektródy je aj agregátne zloženie prípravku odlišné. Z pohľadu trendov priemyselných produktov je budúcim trendom vývoj grafitovej elektródy na elektródu s ultra vysokým výkonom. Spoje môžu byť vyrobené s 3 alebo 4 tlačidlami a sú vyrábané striktne v rámci priemyselného štandardného tolerančného rozsahu. Dlhé a krátke špecifikácie je možné prispôsobiť podľa požiadaviek zákazníka, krátkeho času spracovania, silnej výrobnej kapacity, aby vyhovovali potrebám zákazníkov doma iv zahraničí.
| Typické vlastnosti | |||
| Vlastnosti | pozícia | Jednotka | RP |
| 300-800 mm | |||
| Špecifický odpor | telo | μΩm | 7,8-8,8 |
| bradavku | 5,0-6,5 | ||
| Bendin Strengh | telo | mpa | 7,0-12,0 |
| bradavku | 15,0-20,0 | ||
| Youngov modul | telo | cpa | 7,0-9,3 |
| bradavku | 12,0-14,0 | ||
| Objemová hustota | telo | g/cm³ | 1,60-1,65 |
| bradavku | 1,70-1,74 | ||
| CTE(100 – 600℃) | telo | ×10-6/℃ | 2,2-2,6 |
| bradavku | 2,0-2,5 | ||
| Obsah popola | % | 0,5 | |